Industry 4.0: 11 Questions Answered
Jennifer Rideout | Content Subject Matter Expert Manufacturing, Energy & Education | Cisco | September 1, 2017
This post is part of a continuing series dedicated to the questions that surround Industry 4.0, the Industrial Internet, and manufacturing.
There are questions – lots of them – around Industry 4.0. So many, it seems, that Canadian manufacturers are still skeptical of its value.
To shed some light on this confusing subject, I invited three industry experts to join me in answering some of the most common questions about Industry 4.0.
What is Industry 4.0?

Matt Rendall, CEO, OTTO Motors
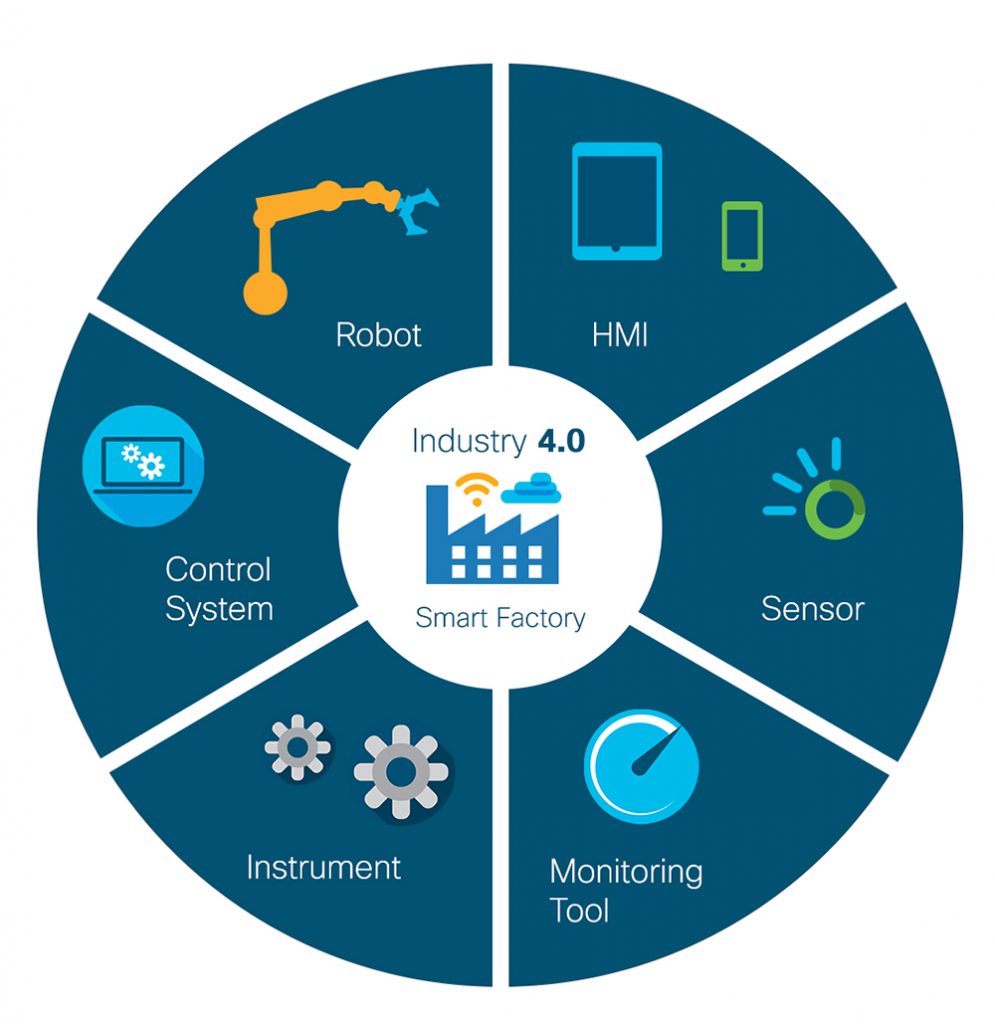
Matt Rendall, CEO, OTTO Motors: In the last decade, massive technology pillars have been in development like cloud computing, big data, and mobile computing. It’s these types of pillars that have enabled the Industry 4.0 movement and, in turn, will allow the vision of the smart factory to become reality. Industry 4.0 is the next industrial revolutionthat represents the connectivity between industrial equipment and constant data flow to access and analyze centralized information.
As industry is beginning to leverage these capabilities, we’re now able to capitalize on these trends to make advanced technologies possible; we’re at a really exciting turning point where we can drastically change and improve the way we work and shatter the conventional ways of doing things.

Martin Stephenson, VP of Process Automation, Canada, Schneider Electric.
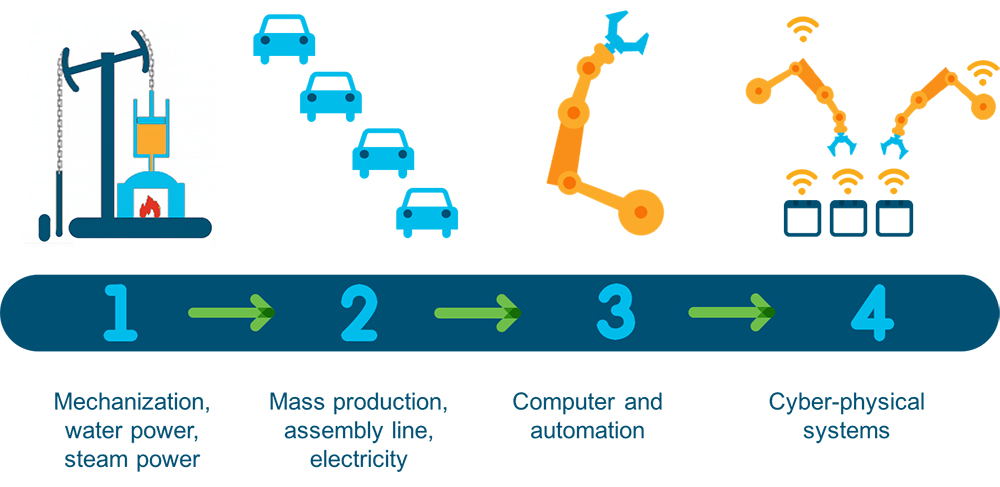
Martin Stephenson, Vice President of Process Automation, Canada, Schneider Electric: The Industrial Revolution, otherwise known as Industry 1.0, started in the late 1700’s, which introduced mechanical production with the assistance of water and steam. Industry 4.0 is the latest transformation within automation and industry, built around the ethos of using cyber-physical systems, which can monitor and augment existing processes, in just about all manufacturing processes, across all segments.
These cyber-physical systems are typically connected using an “Internet of Things” mentality, allowing a fast and accurate flow of information back and forth, enabling the end user to make real time, decentralized decisions about the production capabilities of his or her manufacturing facility, thereby creating a connected and digitized “smart plant”.
What is the difference between Industry 4.0 and lean manufacturing?
Martin Stephenson: Lean manufacturing is a generic term that suggests an ongoing process of using models to identify wasteful practices, reduce costs, and increase overall quality specific to the manufacturing area of a site. Industry 4.0 could be a subset of a lean manufacturing approach, whereby the end client would use a connected asset approach in certain areas of a plant’s production.
What is the difference between Industry 4.0 and the Internet of Things?
Jennifer Rideout, Manufacturing Subject Matter Expert, Cisco Canada: The Internet of Things (IoT) is the connection of people, processes, data and things over an IT network. For businesses, the IoT is at the centre of the merger of Information Technology (IT) and Operational Technology (OT) as data is collected to gain insights, optimize processes and create opportunities. Enabling this connectivity of machines and equipment on the factory floor is one element of Industry 4.0, so the IoT is a component of Industry 4.0.
What is the difference between Industry 4.0 and the IIoT?
Jennifer Rideout: The Industrial Internet of Things (IIoT) is the extension of the Internet of Things (IoT) into industrial environments. These environments require specialized products and solutions that have been ‘ruggedized’ to operate in extreme situations. They also typically require customization as many legacy technologies, such as controllers, still run on disparate communication protocols.
IIoT solutions are part of the cyber-physical technologies that define the 4th Industrial Revolution, which encompasses additional solutions such as additive manufacturing, digitizing business processes, and advanced control systems. For manufacturers this translates to improved sustainability, less downtime, and more profitability across the factory floor.

David McPhail, CEO, MEMEX
David McPhail, CEO, MEMEX: It depends on who is using the terms and what they mean by them. From MEMEX’s perspective, we usually refer to Data-Driven Manufacturing, as we feel it better describes the process.
What matters to us is the business advantages that come when manufacturers automatically capture live machine data in real time and use that information as the basis of their decision-making processes. We want to see manufacturers get better and become more efficient. We want businesses to improve their processes and make better use of their physical and human resources. We want to know that we’ve helped businesses save time and money, and have given them the opportunity to redirect those assets into developing new innovations.
Now, Data-Driven Manufacturing is available and accessible to manufacturers of all types and sizes, from the smallest shops to the largest plants. It is simpler to implement, scalable and affordable. That’s the message we want to spread, and whatever terms are used – IoT, IIoT, Industry 4.0 or Data-Driven Manufacturing — we support and encourage the conversation.
What is the difference between Industries 4.0 and 3.0?
David McPhail: The main differences between factories of the past — even automated ones — and the most technologically advanced factories of today is the concept of connectivity. In a Data-Driven Manufacturing environment, every piece of equipment and every industrial machine is transformed into a node on the corporate network. On a more granular level, Data-Driven Manufacturing enables real-time machine-level monitoring, giving manufacturers a previously unavailable view of machine health. It also enables manufacturers to become proactive in terms of their machine upkeep and repairs, reducing downtime due to mechanical failures and problems.
The main differences between factories of the past — even automated ones — and the most technologically advanced factories of today is the concept of connectivity
How does Industry 4.0 ‘work’?
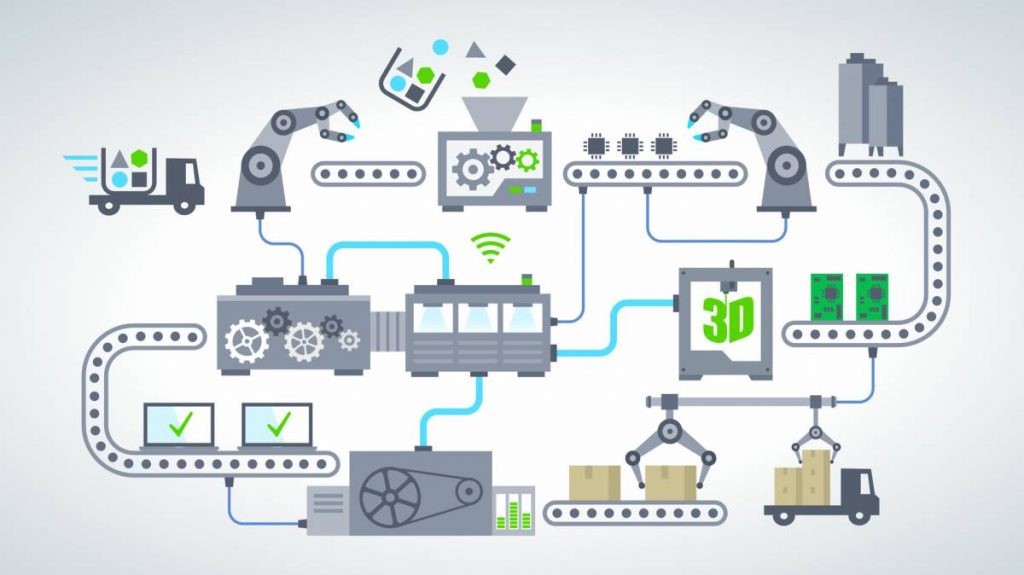
Matt Rendall: Industry 4.0 is made up of advanced technologies, so the solutions are flexible and intelligent and fully autonomous. Automation isn’t new for the manufacturing industry, but it’s at a point now where it is beginning to transform the way factories operate. Since automation was introduced into factories, it’s made it cheaper and faster to produce a wide variety of products and that’s about to climb exponentially.
Automation can span across the entire manufacturing plant and appear in a variety of forms from loading, unloading, kitting, inspection, quality assurance, and more. For example, a self-driving vehicle used for material handling can be integrated into the facilities’ ERP system, which calls it to the loading dock automatically. Once materials are loaded on the vehicle, it is assigned a work order (through the ERP) and moves the material to the next destination. It does not use any infrastructure and dynamically moves through the facility to the destination point, taking the most direct route. It uses a combination of lidar sensors and artificial intelligence to ensure it arrives safely and avoids all obstacles on the way.
Advanced capabilities are just starting to enter the industry, which – when incorporated into plants – will allow machines to identify defects on their own and course-correct mid cycle. Similarly, predictive analytics are beginning to branch into factories; they’ll make predictions about unknown events in the process or facility by using data mining, machine learning, and artificial intelligence to analyze current data. These are some of the ways of how Industry 4.0 can work, but there are countless others. To date, the technologies have really been developed in a silo so we can expect to see that even more benefits arise as the technologies begin to work with one and other – the relationship between the technology provider and the industry integrator will be paramount to this.
How do I implement Industry 4.0?
David McPhail: Connectivity is the key to any Data-Driven Manufacturing implementation. This means companies must find a way to get every machine talking to the corporate network, and to do so securely, using standards-based technology.
The simplest place to start is to utilize the MTConnect protocol, which is used by most modern pieces of industrial equipment. MTConnect is an open, standards-based, communications protocol. Any machine that runs MTConnect can simply and easily transmit real-time details about its status and health over any network, and the information will be immediately understood by any other standards-based system.
Some older machines — the legacy equipment that often forms the backbone of a manufacturing operation — may not have a network interface, lacking either a serial port or an Ethernet connection. These pieces will need industrial-strength edge hardware attachments to act as webservers and transmit the harvested machine data (either wirelessly or via Ethernet) to the corporate network. Once attached, these devices translate the machine’s native language into standardized MTConnect data, and pass the collected information along the network.
In addition to the connectivity pieces, your Data-Driven Manufacturing implementation needs a software platform to manage all of the automatically collected machine data, and it must be secure. At MEMEX, we know how vital good security practices are. That’s why we partnered with Cisco and Mazak on the SmartBox — a Cisco Industrial Ethernet 4000 Series Switch which adds MTConnect, MEMEX’s MERLIN software platform and Mazak’s SMOOTH process-performance technology.
Does Industry 4.0 help my business? How?
Jennifer Rideout: Industry 4.0 solutions improve the efficiency, quality, and utilization of factory operations. The Business Development Bank of Canada released a report in June 2017 that showed 60% of Canadian manufacturers who adopted Industry 4.0 solutions experienced a boost in factory productivity. Nearly 50% reduced operating costs, and 42% improved product quality. Simply put, Industry 4.0 helps manufacturers make more, in less time, for fewer resources.
Related: Are Canadian manufacturers ready for Industry 4.0? Sadly, the answer is no.
Industry 4.0 solutions improve the efficiency, quality, and utilization of factory operations.
Why should I implement Industry 4.0 solutions?
Matt Rendall: The manufacturing industry has always focused on building out lean processes. Consumers want things faster, cheaper, and expect better quality than ever before. So, it keeps operators on their toes leaving them to ask: how do I build a product with the highest throughput, lowest cost, least amount of material and fastest cycle time? And once manufacturers crack the code on creating a lean process, they challenge themselves to push further through continuous improvement. The problem, however, is that continuous improvement has become status quo because everyone is doing it. If you want a competitive advantage, you need to do more than what everyone else is doing. When we talk about why it’s important to embrace change and technology, it’s in acknowledgement that everyone is pursuing continuous improvement and that status quo is simply not good enough. This reason alone should be reason enough to implement Industry 4.0 solutions – the resulting benefits will move operations into an entirely new playing field.
It’s also worth noting that Industry 4.0 can be implemented in phases and doesn’t have to be done all at once. Implementation is a process that includes multiple stakeholders and step gates. Here’s a great example of how to prepare for Industry 4.0.
How much does it cost to implement an Industry 4.0 solution?
David McPhail: Costs, of course, depend on a variety of factors including the number of machines to connect, the addition of hardware components to enable connectivity, and the price of associated software licensing.
The price of Data-Driven Manufacturing has dropped significantly in recent years. Plants can install it on just one critical piece of equipment, on a handful of machines, or on every tooling station on the shop floor. This versatility means manufacturers can focus their technology budgets on the tools that have the biggest impact on their business.
Solutions can start at anywhere between $2,000 and $8,000 per machine. When this price is paired with the possibility of only doing a small (one or two-machine) installation, it becomes readily apparent that Data-Driven Manufacturing is well within reach of everybody.
Industry 4.0 is the latest transformation within automation and industry, built around the ethos of using cyber-physical systems, which can monitor and augment existing processes, in just about all manufacturing processes, across all segments.
What are the risks of an Industry 4.0 solution?
Martin Stephenson: A connected cyber-system must be thought out carefully before implementation and should address the following questions:
How is data managed at this moment in time? Can the end user manage the velocity, variety, volume and veracity of its current information flow? What would happen if this was tripled or quadrupled?
Cybersecurity is a key concern, and there is a strong need for any connected vision of the future to be designed, implemented and managed by unified IT and OT resources. Corporate culture is also a key factor in the success or failure of implementing Industry 4.0. Be sure that senior management understand both the clear benefits of a smart plant of the future, but also the potential pitfalls. They must be brought into the ethos of Industry 4.0 and be a major part of the decision making, to ensure absolute “buy in” from day one.
One final point to consider: no doubt your main competitors are looking to Industry 4.0 to achieve maximum efficiency and profitability. The biggest risk to your company is not doing anything at all! Start small, with a top-down approach, involve all lines of business and engage partners you can trust and you will succeed at moving your business towards Industry 4.0.
My sincere thanks to Matt, Martin, and David for providing their insights for this post.
To view the original bog click here
